



امروز سه شنبه ۱ خرداد ۱۴۰۳
دسته بندی سایت
پرفروش ترین ها
پر فروش ترین های فورکیا
 دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما اردیبهشت ماه 1403
دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما اردیبهشت ماه 1403 دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته اول اردیبهشت ماه 1403
دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته اول اردیبهشت ماه 1403 دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته سوم اردیبهشت ماه 1403
دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته سوم اردیبهشت ماه 1403 مجموعه 2 عددی طرح معرق خانه
مجموعه 2 عددی طرح معرق خانه دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته دوم اردیبهشت ماه 1403
دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته دوم اردیبهشت ماه 1403 سوالات نهاد مبحث دانش خانواده و جمعیت (بخش اول)
سوالات نهاد مبحث دانش خانواده و جمعیت (بخش اول) دانلود کتاب صوتی واپسین گفتار اسپالدینگ
دانلود کتاب صوتی واپسین گفتار اسپالدینگ سوالات نهاد مبحث اسلام، مردم و ولایت از دیدگاه امام خمینی
سوالات نهاد مبحث اسلام، مردم و ولایت از دیدگاه امام خمینی پاورپوینت اثرات روانی خنده درمانی
پاورپوینت اثرات روانی خنده درمانی پاورپوینت کامل فصل سوم ریاضی چهارم ضرب و تقسیم(همراه با حل تمارین)
پاورپوینت کامل فصل سوم ریاضی چهارم ضرب و تقسیم(همراه با حل تمارین) دانلود رایگان کتاب صوتی از سکس تا فراآگاهی
دانلود رایگان کتاب صوتی از سکس تا فراآگاهی دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته چهارم اردیبهشت ماه 1403
دانلود فایلهای بسته آمادهچاپ و نصب تابلو اعلانات مسجدنما هفته چهارم اردیبهشت ماه 1403 دانلود آزمون هوش وکسلر کودکان| راهنمای اجرا، نمره گذاری و تفسیر و نکات + نمونه جرا شده و فرم ها// مجموعه فایل pdf-word-ppt
دانلود آزمون هوش وکسلر کودکان| راهنمای اجرا، نمره گذاری و تفسیر و نکات + نمونه جرا شده و فرم ها// مجموعه فایل pdf-word-ppt کیس اختلال دوقطبی - مصاحبه با بیمار دو قطبی - نمونه مصاحبه با بیمار دوقطبی
کیس اختلال دوقطبی - مصاحبه با بیمار دو قطبی - نمونه مصاحبه با بیمار دوقطبی پاورپوینت کیست هموراژیک تخمدان و درمان آن
پاورپوینت کیست هموراژیک تخمدان و درمان آن![دانلود پاورپوینت در مورد [سلول های بنیادی] - شامل 4 فایل مختلف - قابل ویرایش و ارائه - ppt](https://4kia.ir/s4/img_project/22638_1661011327.jpg) دانلود پاورپوینت در مورد [سلول های بنیادی] - شامل 4 فایل مختلف - قابل ویرایش و ارائه - ppt
دانلود پاورپوینت در مورد [سلول های بنیادی] - شامل 4 فایل مختلف - قابل ویرایش و ارائه - ppt پاورپوینت بازسازی ویرانه ها درس 22 مطالعات اجتماعی پنجم
پاورپوینت بازسازی ویرانه ها درس 22 مطالعات اجتماعی پنجم مجموعه 4 عددی طرح معرق جنگنده
مجموعه 4 عددی طرح معرق جنگنده قالب آماده رنگی پلاک خودرو word
قالب آماده رنگی پلاک خودرو word دانلود نظریه زبانها و اتوماتا و حل المسائل | پیتر لینز| ویرایش پنجم (انگلیسی) + جزوات فارسی مختلف و نمونه سوال با جواب (پیام نور)
دانلود نظریه زبانها و اتوماتا و حل المسائل | پیتر لینز| ویرایش پنجم (انگلیسی) + جزوات فارسی مختلف و نمونه سوال با جواب (پیام نور) پاورپوینت کامل و جامع با عنوان بررسی شهر برازیلیا در 33 اسلاید
پاورپوینت کامل و جامع با عنوان بررسی شهر برازیلیا در 33 اسلاید دانلود حل المسائل کتاب انتقال حرارت هدایتی دیوید هان و نجاتی اوزیشیک David Hahn
دانلود حل المسائل کتاب انتقال حرارت هدایتی دیوید هان و نجاتی اوزیشیک David Hahn سوالات مرحله اول آزمون پایانی مراقبین سلامت در پایگاههای خدمات جامع سلامت شهری
سوالات مرحله اول آزمون پایانی مراقبین سلامت در پایگاههای خدمات جامع سلامت شهری پاورپوینت درس هجدهم کارگاه کارآفرینی و تولید پایه دهم تعیین نوع کسب و کار
پاورپوینت درس هجدهم کارگاه کارآفرینی و تولید پایه دهم تعیین نوع کسب و کار پاورپوینت درس 2 علوم تجربی پایه چهارم دبستان (ابتدایی): مخلوط ها در زندگی
پاورپوینت درس 2 علوم تجربی پایه چهارم دبستان (ابتدایی): مخلوط ها در زندگی حل المسائل کتاب معادلات دیفرانسیل و مسائل مقدار مرزی دیپریما و بویس ویرایش نهم William Boyce
حل المسائل کتاب معادلات دیفرانسیل و مسائل مقدار مرزی دیپریما و بویس ویرایش نهم William Boyceپر بازدید ترین های فورکیا
 فروش فیلتر بورسی استریکلی فقط 75 هزار تومان
فروش فیلتر بورسی استریکلی فقط 75 هزار تومان کسب درآمد اینترنتی 300000 تومان در خانه در کمتر از 30 دقیقه
کسب درآمد اینترنتی 300000 تومان در خانه در کمتر از 30 دقیقه روش درآمدزایی در خواب (تعجب نکنید! کلیک کنید و بخوانید)
روش درآمدزایی در خواب (تعجب نکنید! کلیک کنید و بخوانید) ربات همه کاره اینستاگرام
ربات همه کاره اینستاگرام کسب و کار اینترنتی با درآمد میلیونی
کسب و کار اینترنتی با درآمد میلیونی كسب درآمد اينترنتي روزانه حداقل100هزار تومان تضميني
كسب درآمد اينترنتي روزانه حداقل100هزار تومان تضميني کسب درآمد ابدی و بی نهایت 100% واقعی
کسب درآمد ابدی و بی نهایت 100% واقعی کسب درآمد روزانه حداقل یک میلیون تومان ! کاملا حلال و واقعـی !!
کسب درآمد روزانه حداقل یک میلیون تومان ! کاملا حلال و واقعـی !! مجموعه ی آموزش تعمیر لامپ کم مصرف (از مبتدی تا پیشرفته)
مجموعه ی آموزش تعمیر لامپ کم مصرف (از مبتدی تا پیشرفته) افزایش ممبر کانال، گروه و ربات تلگرام به صورت بی نهایت (اد ممبر)
افزایش ممبر کانال، گروه و ربات تلگرام به صورت بی نهایت (اد ممبر) آموزش بازكردن انواع قفل ها بدون كليد(ويژه)
آموزش بازكردن انواع قفل ها بدون كليد(ويژه) کسب و کار اینترنتی در منزل
کسب و کار اینترنتی در منزل آموزش برنامه نویسی آردوینو
آموزش برنامه نویسی آردوینو دانلود مجموعه آموزشی پایپینگ ( Piping ) و نقشه خوانی + آموزش سه نرم افزار طراحی و تحلیل لوله کشی صنعتی
دانلود مجموعه آموزشی پایپینگ ( Piping ) و نقشه خوانی + آموزش سه نرم افزار طراحی و تحلیل لوله کشی صنعتی بازگردانی پیامک های حذف شده- ریکاوری پیامک ۱۰۰٪ عملی
بازگردانی پیامک های حذف شده- ریکاوری پیامک ۱۰۰٪ عملی آموزش رایگان کسب درآمد از سایت الیمپ ترید ( olymp trade )
آموزش رایگان کسب درآمد از سایت الیمپ ترید ( olymp trade ) اموزش ویرایش امضا و پکیج برنامه اندروید و کسب درامد از مارکت های اندرویدی
اموزش ویرایش امضا و پکیج برنامه اندروید و کسب درامد از مارکت های اندرویدی کد های آماده html و css جهت یادگیری و طراحی سریع
کد های آماده html و css جهت یادگیری و طراحی سریع دانلود نمونه فاکتور آماده با فرمت ورد - اکسل و عکس
دانلود نمونه فاکتور آماده با فرمت ورد - اکسل و عکس آموزش ساخت بازی بدون دانش برنامه نویسی و طراحی سه بعدی مبتدی تا پیشرفته با نرم افزار
آموزش ساخت بازی بدون دانش برنامه نویسی و طراحی سه بعدی مبتدی تا پیشرفته با نرم افزار اموزش کسب درامد از اینترنت روزانه ۳میلیون تومان تضمینی و تست شده
اموزش کسب درامد از اینترنت روزانه ۳میلیون تومان تضمینی و تست شده آموزش كامل تعمير لامپ كم مصرف(اختصاصي)
آموزش كامل تعمير لامپ كم مصرف(اختصاصي) نسخه خطی اشعار و پیشگویی های شاه نعمت الله ولی
نسخه خطی اشعار و پیشگویی های شاه نعمت الله ولی نسخه خطی اشعار و پیشگویی های شاه نعمت الله ولی
نسخه خطی اشعار و پیشگویی های شاه نعمت الله ولی درامدزایی در خواب! (تعجب نکنید! بخوانید)
درامدزایی در خواب! (تعجب نکنید! بخوانید) دانلود پاورپوینت فیلتر کالمن بر روی یک سنسور شتاب سنج برای تخمین سه متغیر حالت
دانلود پاورپوینت فیلتر کالمن بر روی یک سنسور شتاب سنج برای تخمین سه متغیر حالت مدار داخلی واکی تاکی(اموزش ساخت)
مدار داخلی واکی تاکی(اموزش ساخت) کتاب افزایش ممبر کانال تلگرام
کتاب افزایش ممبر کانال تلگرام اندیکاتور ای کیو آپشن
اندیکاتور ای کیو آپشنپیوند ها
خط تولید ریخته گری طلا و جواهر :
مرحله اول: مدلسازی
چیزی که همیشه در ریخته گری طلا و جواهر ثابت خواهد بود شروع عملیات ریخته گری با مدلسازی است.قبل از مدل سازی کار طراحی انجام می شود و سپس مدل بر آن اساس ساخته می شود . در گذشته طراحی توسط دست انجام می شد اما امروزه از نرم افزارهای کامپیوتری استفاده می شود. مدل می تواند از مواد مختلفی همچون فلز، موم، پلاستیک و یا ... ساخته شود.


مدلسازی عبارت است از ایجاد و یا ساخت یک نمونه اولیه از قطعه کاری که اصولاً به چند روش قابل انجام است. در زیر به برخی از آن ها می پردازیم:
مدلسازی به روش سنتی:
در این روش برای ایجاد یک نمونه اولیه از نقره و برنج و در برخی از موارد از چوب نیز استفاده می گردید که این کار اولاً به مهارت فردی بالا و قدرت انجام مراحل عملی دقیق احتیاج داشت و ثانیاً به علّت استفاده از دست و ابزارهای محدود، ساخت مدل با مشقّت و صرف زمان زیاد قابل انجام بود.
مدلسازی با استفاده از دستگاه های تراش مدل:
در این روش ابتدا نمونه اولیه با استفاده از رایانه طراحی می شود و سپس دستگاه بر اساس طرح موجود شروع به تراشیدن قطعه که اصولاً از جنس موم سخت یا برنج است می نماید. این سیستم در مقایسه با روش سنتی از مزیت های زیادی برخوردار است که می توان به برخی اشاره کرد:
• امکان اصلاح طرح قبل از انجام مراحل عملی کار، به سادگی انجام پذیراست.
• طراحی با استفاده از نرم افزارهای کامپیوتری بسیار ساده گردیده است.
• دقت در ساخت نمونه اولیه، نسبتاً بهبود یافته است.
• زمان بسیار کمتری برای انجام کار مورد نیاز است.

مدلسازی با استفاده از دستگاه های پرینت 3 بعدی:
این دستگاهها مانند دستگاه های تراش CNC، طراحی مدل را به به صورت کامپیوتری انجام می هند و دستگاه همانند یک پرینتر جوهر افشان، شروع به ایجاد قطعه به صورت سه بعدی می نماید. دستگاه در هر مرحله، مقداری از محلول داخلی را که از جنس موم است روی صفحه کاری می چسباند و موم هنگام برخورد با مولکول های هوا به سادگی جامد می گردد و به این ترتیب مدل به صورت لایه لایه ایجاد می گردد.
این دستگاه ها در مقایسه با دستگاه های تراش مدل از مزیت های زیر برخوردارند:
1- دقت دستگاه ها به دلیل ایجاد مدل با ساختار لایه ای بسیار بالاتر است.
2- ایجاد طرح های پیچیده ساده تر است.

مدلسازی با استفاده از ماشین آلات مدلسازی سریع:
در این ماشین ها طراحی مدل به صورت کامپیوتری و با استفاده از نرم افزار های ویژه صورت می پذیرد و سپس ایجاد مدل شبیه به روشی که در دستگاه های پرینت سه بعدی صورت می گرفت انجام می شود با این تفاوت که مدل در یک محیط و ظرف حفاظت شده و با استفاده از مواد شیمیایی حساس به نور و در یک سیستم پرتو افکن نوری تولید می گردد.
نمونه ساخته شده در این روش، علاوه بر برخورداری از مزایای روش پرینت سه بعدی داری مزیت های زیر نیز می باشد:
1- نمونه تولید شده در این روش مانند مدل تولیدی با پرینتر 3 بعدی، خشک و شکننده نیست و دارای انعطاف است که این باعث راحتی کار در مراحل بعدی ریخته گری است.
2- سرعت کار ماشین نسبت به ماشین های دیگر بسیار بالاتر است.
3- قطعه های با ظرافت بسیار را می توان با صرف زمان خیلی کمتر و با هزینه مناسب تر ایجاد نمود.
مرحله دوم: ساخت قالب ریخته گری
قالب های ریخته گری برای تولید یک نسخه عین از مدل شما به کار می رود که این قالب ها به دو روش ساخته می شوند:
1- ساخت قالب لاستیکی و یا سیلیکنی از روی مدل های مومی یا غیر فلزی :
در این روش، مدل در داخل یک قاب قرار گرفته و سپس قاب با یک سری از مواد شیمیایی از ترکیبات سیلیکنی مایع پر می شود. پس از مدتی، مواد شیمیایی به صورت جامد در می آیند که این مواد دارای خواص لاستیکی می باشند.

2- ساخت قالب لاستیکی به روش پخت لاستیک:
در این روش از یک سری لاستیک های ویژه که به صورت ورقه ای و یا خمیری در بازار موجود می باشند، استفاده می گردد به این صورت که جسم فلزی و یا هر نوع جنس که تحمل دمای 400 تا 450 درجه سانتی گراد را داشته باشد در میان لایه های لاستیکی قرار داده می شود و سپس با توجه به اندازه قطعه کاری و نوع لاستیکی که در زیر پرس های مخصوص پخت لاستیک قرار می گیرد گرما از دو سطح بالایی و پائینی به لاستیک رسیده و لایه های لاستیکی به هم می چسبند.
بعد از طی یکی از روش های فوق، یک قالب لاستیکی اطراف مدل شما را فرا گرفته است که با یک تیغ جراحی مخصوص، قالب لاستیکی بریده شده و مدل از میان آن خارج می گردد و یک فضای خالی جهت تزریق موم در مرحله بعد فراهم می گردد.

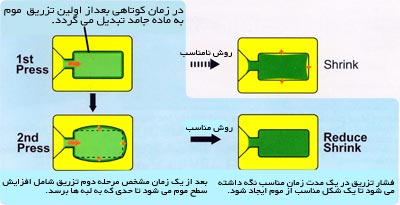
مرحله سوم: تزریق موم
در این مرحله، موم به وسیله دستگاه تزریق، درون قالب های لاستیکی و یا سیلیکنی که در مرحله قبل تهیه شده اند تزریق می گردد و فضای خالی درون قالب بدین ترتیب، از موم پر می شود و یک کپی مومی از مدل شما تهیه می گردد. در این مرحله به تعدادی که از مدل می خواهیم بسازیم باید کپی مومی تهیه کنیم.
مرحله چهارم: شاخه کردن
مدل های تهیه شده در مرحله قبل را به وسیله یک هویه به یک مفتول مومی می چسبانیم تا به صورت یک درختچه در آید و سپس انتهای درختچه را در کفی لاستیکی مخصوص سیلندر ریخته گری قرار می دهیم. یک درختچه مومی می تواند شامل یک و یا حتی صد ها مورد از مدل های مومی باشد. نکته مهم این است که زاویه دنبالک های مدل ها با محور اصلی (مفتول مومی) باید به صورت تند باشد. لازم به ذکر است که برای انجام عملیات ریخته گری در مراحل بعد، می بایست حدود 14 برابر وزن شاخه موم، طلای عیار 18 (750) را ذوب و تهیه کرد.
مرحله پنجم: گچ گیری سیلندر ریخته گری
زمانی که مرحله شاخه کردن موم ها تمام شد، شاخه مومی را در یک سیلندر فلزی ریخته گری قرار داده و آن را با گچ مخصوص ریخته گری به روشی که در ادامه بیان می شود پر می کنیم تا شاخه را پوشش دهد. زمانی که گچ خشک شد، یک قالب نسوز و خشک برای استفاده در کوره های ریخته گری فراهم است. شاخه مومی به نحوی که در تصویر مشخص است بر روی کفی لاستیکی سیلندر سوار می گردد.
سیلندر ریخته گری به صورت با فلانج و بدون فلانج به کار می رود و از جنس فولاد ساخته می شود. بعد از اینکه درختچه موم در داخل سیلندر قرار گرفت، با استفاده از نوارچسب های پهن، آب بندی شده و سیلندر آماده گچ گیری است. برای گچ گیری سیلندر از ماشین میکسر گچ استفاده می شود. در این ماشین آب و گچ در محیطی کاملاً عاری از هوا با هم مخلوط می شوند و در داخل سیلندر تزریق می گردد. دستگاه مجهز به سیستم ارتعاشی (ویبره) است تا گچ تزریق شده در سیلندر را کاملاً هواگیری کند. این عمل از هر گونه خلل و فرج در سطح قطعات در مرحله ریخته گری جلوگیری می کند. میزان گچ مورد نیاز برای گچ گیری یک سیلندر به قطر 100 میلی متر و به ازای هر یک سانت، تقریباً برابر 100 گرم می باشد.
پس از اتمام مرحله گچ گیری سیلندر، آن را در یک محیط خشک و بدون تابش نور مستقیم خورشید قرار می دهیم تا گچ خشک گردد. این مدت حدوداً بین 3 تا 5 ساعت، بسته به حجم سیلندر به طول می انجامد.
مرحله ششم: موم زدایی و پخت سیلندر
بعد از این که گچ به طور کامل خشک گردید، سیلندر ریخته گری را در موم گیر بخار قرار می دهیم. با استفاده از گرمای غیر مستقیم بخار، سیلندر، گرم شده تا موم داخل سیلندر که دمای ذوب پایینی دارد آب شده و از داخل گچ خارج گردد. بعد از انجام این مرحله که حدوداً 2 تا 3 ساعت به طول می انجامد سیلندر آماده برای پخت می گردد.
ماشین موم گیر بخار
در پایان این مرحله، سیلندرهای گچی وارد یک کوره پخت می گردند تا پس از طی یک دوره زمانی 8 الی 12 ساعتی، یک قالب گچی آماده برای تزریق فلز در مرحله ریخته گری فراهم شود.
لازم به ذکر است که مراحل موم گیری و پخت سیلندر در کوره های پخت سیلندر مدل RBF ساخت شرکت یاسوئی ژاپن، قابل انجام است و احتیاجی به استفاده از موم گیر بخار برای استفاده کنندگان این ماشین نمی باشد. از دیگر ویژگی های مهم این ماشین آلات (RBF)، چرخشی بودن سیلندرهای ریخته گری در هنگام عمل پخت و چرخش هوای گرم در داخل کوره است که باعث افزایش دقت بسیار بالا در موم گیری و پخت سیلندر می شود و بدین ترتیب، قالب گچی بسیار مناسب تر و دقیق تر از روش های دیگر تهیه می گردد. شاید بتوان گفت که 60 درصد جادوی ریخته گری با محصولات یاسوئی، که از کیفیت و ظرافت فوق العاده بالا برخوردار می باشند استفاده از این ماشین فوق العاده کارآمد در سیستم ریخته گری است.

مرحله هفتم: ریخته گری
با قراردادن سیلندرها در یک سانتریفیوژ یا ماشین ریخته گری در شرایط خلأ، مرحله ریخته گری آغاز می گردد. در این مرحله، فلز طلا یا آلیاژهای دیگر استفاده شده در داخل بوته ماشین، ذوب می گردد و به داخل قالب گچی تزریق می گردند.
از انواع روش های ریخته گری می توان به موارد زیر اشاره کرد:
1- روش سانتریفیوژ (گریز از مرکز):
در این روش، طلا در یک مخزن افقی با استفاده از سری گاز یا هوا ذوب می گردد. سیلندر ریخته گری، پشت بوته ذوب قرار داده شده و درب دستگاه بسته می شود. کلید Start (شروع) باعث چرخش شدید سیلندر می گردد و با استفاده از نیروی گریز از مرکز فلز به داخل سیلندر تزریق می شود.
این روش از ابتدایی ترین و کارآترین روش های ریخته گری در گذشته بوده است و هم اکنون نیز استفاده از آن در بسیاری از کارگاه های سنّتی متداول است.
از مشکلات مهم این روش می توان به موارد زیر اشاره کرد:
- عدم ایمنی در کار
- عدم وجود هر گونه کنترل، جهت نظم بخشیدن به برنامه کاری برای دستیابی به نتیجه مطلوب
- امکان اکسید شدن طلا و هدر رفتن آن به دلیل انجام ذوب به صورت باز
- عدم تزریق مطلوب به داخل سیلندر در اکثر موارد
2- روش وکیوم (شرایط خلأ):
این روش که اندکی جدیدتر از روش سانتریفیوژ می باشد از ایمنی بیشتری برخوردار است. سیلندر ریخته گری روی دهانه یک مخزن بسته قرار می گیرد و در آنجا محکم می شود. مخزن مجهز به یک سیستم وکیوم (مکش) است. کاربر طلا را در کوره های سنّتی ذوب کرده و سپس با استفاده از انبر، آن را به صورت دستی در سیلندر ریخته گری می ریزد و در حالی که همزمان مکش را استارت می کند، طلا از پایین مکیده شده و به داخل سیلندر تزریق می گردد.
این روش نیز دارای مشکلاتی از قبیل موارد زیر است:
- عدم ایمنی در کار
- عدم کنترل بر روی سیستم مکش، باعث می شود تا در برخی موارد به دلیل فشار زیاد، طلا از کف سیلندر خارج شده (اصطلاحاً سیلندر بترکد) یا در برخی موارد به دلیل فشار کم سیلندر به خوبی تزریق نشود.
- به دلیل انجام ذوب به صورت باز، امکان اکسید شدن طلا و هدر رفتن آن وجود دارد.
- انجام این کار نیاز به تجربه فراوان دارد و به سادگی انجام پذیر نیست.
3- ریخته گری با استفاده از ماشین های القایی با سیستم حفاظت شده:
در این روش، سیلندر در داخل ماشین قرار گرفته و به صورت اتوماتیک در قسمت زیرین بوته جای می گیرد. طلای جامد را درون بوته ماشین قرار می دهند و سپس درب آن را می بندند. ماشین در مدت 5 الی 7 دقیقه به دمای مطلوب می رسد و طلا را ذوب می نماید. در این ماشین از گاز حفاظتی آرگون قبل از انجام عملیات تزریق فلز به داخل سیلندر استفاده می شود تا مسیرهای داخل سیلندر روان شده و آماده پذیرش فلز (طلا) شوند. بعد از انجام عملیات گفته شده، گاز آرگون توسط ماشین مکش شده و همزمان عملیات تزریق فلز به داخل سیلندر در شرایط خلأ انجام می شود.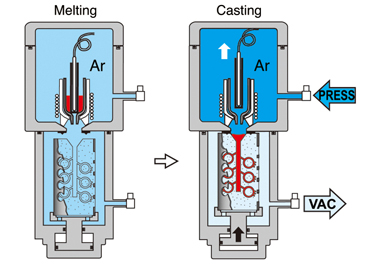
پس از پایان عملیات ریخته گری که ممکن است به یکی از روش های فوق انجام شود، سیلندر را از داخل ماشین خارج می کنیم تا طلا اندکی خنک شده و از حالت مایع به صورت جامد درآید. این مدت، بسته به اندازه مدل های ریخته گری شده بین 5 تا 15 دقیقه می باشد. بعد از آن، آن را داخل یک ظرف آب قرار می دهیم و شستشو می دهیم تا قالب گچی شکسته شود و نتیجه عملیات ریخته گری که یک شاخه درختی است ظاهر شود. سپس برای شستشوی کامل قطعه از ماشین گچ شور Water Jet استفاده می کنیم. در این ماشین، با استفاده از فشار زیاد آب، گچ های باقی مانده بر روی سطح قطعات ریخته گری، شسته می شود.

مرحله هشتم: برش شاخه های ریخته گر
زمانی که درختچه ها از مرحله ریخته گری خارج شد، لازم است با ابزار برش، شاخه های ریخته گری را جدا کرد. از قیچی بادی مخصوص نیز می توان استفاده نمود که سرعت و دقت برش را بالا برده و نیاز به نیروی انسانی کمتری دارد. پس از بریدن شاخه های ریخته گری، شاخک های کوچک اضافی که هنوز به قطعه وجود دارند با ابزارها و روش های متفاوتی ساییده می شوند.

مرحله نهم: شستشو
در این مرحله از ماشین شوینده التراسونیک برای تمیز کردن قطعه از براده های مرحله سایش و ذرات ریز گچ که در حفره های کوچک قطعه کاری باقی ماننده اند استفاده می گردد. استفاده ویژه این ماشین در مورد چربی گیری و تمیز کردن قطعه، قبل از انجام آبکاری می باشد.
این ماشین با استفاده از سیستم مافوق صوت، امواجی قوی در محیط مرطوب ماشین ایجاد می کند که منجر به پاک شدن قطعه کاری از آلودگی های میکروسکوپی می گردد و در نتیجه قطعه پس از خروج از این ماشین دارای درخشندگی خاصی می شود.

مرحله دهم: پرداخت و جلا
عملیات پرداخت، در ماشین آلات مخصوص پرداخت قطعات ریخته گری، همراه با موادی همچون قطعات سرامیکی، آب، خرده چوب نرم و ... انجام می شود تا مواد اضافی موجود بر سطح قطعه مانند ذرات گچی بجا مانده از عملیات ریخته گری و نیز لکه های باقی مانده بر روی فلز پاک شود.
در برخی موارد برای درخشندگی بیشتر از ماشین های برس زنی (پوست زنی) نیز استفاده می گردد. این ماشین ها (ماشین دینام مخصوص پوست زنی) از سری ماشین آلاتی هستند که مجهز به سیستم مکش و فیلتر جهت جلوگیری از هدر رفتن ذرات ریز جدا شده از قطعه کاری هستند.

مرحله یازدهم: آبکاری
در این مرحله با استفاده از سیستم الکترولیت، لایه بسیار ظریفی از فلزات گران بها مانند رادیوم، روتونیم و ... روی زیور آلات نشانده می شود که باعث ایجاد برق و جلای ویژه ای بر روی سطح کار می شود.
مرحله پایانی
برای تمیز کردن نهایی بعد از اتمام مرحله پرداخت و شستشو، از ماشین بخار شور استفاده می شود که بهترین نتیجه را برای کارهای دارای سنگ های جواهر از قبیل الماس، زمرد، یاقوت و ... می دهد. هم چنین قبل و بعد از انجام آبکاری رادیوم برای حذف اکسیدهای فلز و پرداخت آن از ماشین بخار شور استفاده می گردد. این، مؤثرترین روش و زمانی کوتاه برای دست یافتن به بهترین آبکاری(رادیوم) است.
از ماشین بخار برای تجدید و جلا دادن طلا و جواهر که در معرض نمایش قرار داده شده است نیز استفاده می گردد. این عمل در عرض چند ثانیه و با قرار دادن قطعه طلا در زیر دهانه بخار ماشین صورت می گیرد که باعث تمیز و درخشان شدن آن می گردد.
مطالب تصادفی




